 冷却塔专用减速机本说明书中所有冷却塔都是节能型的,因为电机安装容量在同类冷却...
冷却塔专用减速机本说明书中所有冷却塔都是节能型的,因为电机安装容量在同类冷却...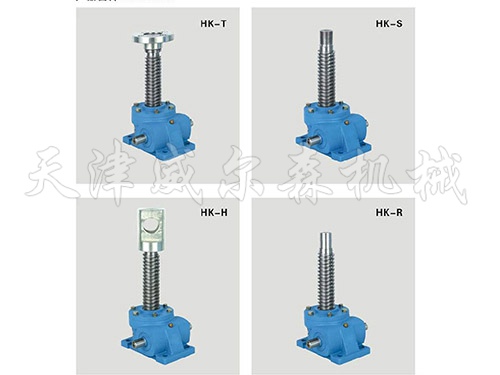 HK螺旋丝杆升降机HK螺旋丝杆升降机在传动行业中一推广生产了近25年之久。HK螺旋丝杆...
HK螺旋丝杆升降机HK螺旋丝杆升降机在传动行业中一推广生产了近25年之久。HK螺旋丝杆... ZDY齿轮减速机ZDY齿轮减速机是按照 标准(Gb19004-88)生产的,其中还有、...
ZDY齿轮减速机ZDY齿轮减速机是按照 标准(Gb19004-88)生产的,其中还有、... XWEJ106行星摆线针轮减速机XWEJ106行星摆线针轮减速机座外形美观,采用一齿差行星啮合原理,...
XWEJ106行星摆线针轮减速机XWEJ106行星摆线针轮减速机座外形美观,采用一齿差行星啮合原理,... TPS蜗杆在蜗轮之侧TPS蜗杆在蜗轮之侧具有整体机体、模块化设计的特点,用于传递两交...
TPS蜗杆在蜗轮之侧TPS蜗杆在蜗轮之侧具有整体机体、模块化设计的特点,用于传递两交... 硬齿面减速机厂家需要达到规定的硬齿面减速机装配精度,就需要严格按照硬齿面减速机厂家规定的装配工序来进行。
1、未经技术检查科检查合格、验收、未打印和油漆未干的零件一概不准装配。
2、硬齿面减速机的组装、部装以及总装要按装配工艺顺序进行,不能发生工艺干涉。如轴中间的齿轮还没装,便先把轴端的轴承装配。
3、硬齿面减速机机盖、机座对合面尽量不要采用任何垫片。
4、装配前零件要进行清洗,滚动轴承要用汽油或质量好的清洗剂清洗,然后用压缩空气吹干。
5、任何相互配合的表面尽量不要在装配时修正。要求配作的零件,像键与键槽的修配除外。
6、滚动轴承在装到轴上之前应先在油漆中予热80一1加℃并要作热膨胀计算。力的传递应通过滚动轴承的内环。装配时将未打印的一面向支承面装靠。
7、硬齿面减速机装配后进行试车,试转的转速应接近减速机额定转速,严禁在试车时的润滑油内加人研磨剂和杂质,齿面接触率要达到规定的等级要求。
硬齿面减速机合格后,由技术检验部门打印并作出鉴定书,未经检验合格的减速机不能进行机器装配和人库,成品包装好的减速机要有鉴定书和安装保养须知。
